配套工装设备与检测配套设施
有效服务热线
18611555631[技术]电缆工艺挤出工艺规程
**,过程准备
1、机械检查:检查机器零件的线,是否 械损坏,齿轮箱是否漏油,润滑部位需加油;
2、电气检查:检查接头电气控制部分,元件是否脱落,线路是否损坏;
3、打开电源柜,打开控制柜电源开关;
4。根据任务表准备工具和模具,准备材料和半成品;
5。根据要求检查半成品或材料的质量;
6、做好工艺卡片,明确产品技术要求,线径、厚度、长度、颜色等;护套工艺设置印刷内容,确保打字内容规范、字体清晰、间距合格;
7、良好的收线盘,预置好的牵引绳。
两。操作程序
1、打开加热功率,根据挤出袋的材质设置各段的温度;
2,当温度和保持时间到达时,控制按钮被转换为单一动作控制状态(新90, 150挤出机);
3、启动主机,缓慢放电,当塑料挤出时,逐渐加速放电速度,当放电材料具有韧性时,即停止放电,随时驱动;
4、正常塑化后,调整偏芯直到满意为止。
5、要穿好包裹的导体或电缆芯,连接牵引绳,启动主机,然后打开拖拉机,并注意表面质量的挤出塑料;挤出表面应光亮、圆、挤紧包装;
6、钢丝挤出罐及时测量直径后,再调整牵引速度或千分尺游标卡尺测量微调外直径的直径范围,在规定的过程优化控制;电火花检测,应立即打开火花机。
7、先切断牵引电流,再停机主机,停机时应及时拆下铁芯和模具,清洗头部。
三、过程中的质量控制
1,做好工艺检查,注意头和体温的变化,根据导线表面情况调整温度,以便测量外径,检查质量,观察设备;
2、在过程中,应定期检查管路的大小、加热温度、击穿点等,偏差及时调整;
3、颜色变化,加油要清晰,用一行两种颜色或不同的电缆材料不允许(彩色线除外);
4、满盘卸,应检查产品质量,工艺要求,螺纹,标签,注明规格、数量、质量和其他相关内容,操作员。
四、自我交叉检查
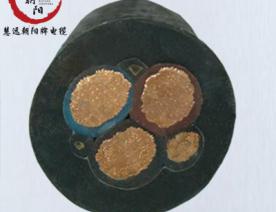
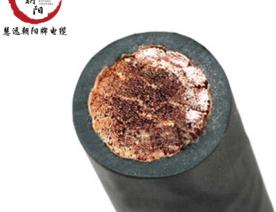
检查项目:挤压导体、电缆芯结构尺寸(排列、根数、单丝直径)和外观质量、塑料质量、型号规格、色泽。
自我检查项目:挤出绝缘或护套厚度和薄点,火花试验(电火花加工完好,导线,按照规定在火花试验电压)和印刷(正确、清晰、完整,磨损),单芯挤压延伸,线径绝缘外观品质(色泽均匀,无油、水、洞,焦炭颗粒和绝缘损坏,没有视觉的气孔、沙眼、包裹体、凸槽,不会有颜色的变化尚不明确)。
五、过程中常见的问题
序列号
拒绝型
原因
解决方法
一
烧焦
1温度控制过高
2颗螺丝很久没有清洗了。
3加热时间过长,塑料老化变质和烧焦。
4温控仪故障,造成温度过高。
1定期检查供暖系统。
2定期清洗螺丝, 清洗。
3加热时间控制合理
4及时发现供暖系统存在问题,找到相关人员解决。
二
坏的塑化
1低温控制
2塑料质量问题本身存在。
3螺杆和牵引速度太快。
1根据工艺控制温度。
2更换合格材料
3适当的控制螺杆和牵引速度,塑料加热和塑化时间增加。
三
不均匀的直径
1卷取线或牵引速度不均匀。
2模配合不当
3主电机转速不均匀,皮带松动或打滑。
1定期检查螺杆,牵引力,收线速度均匀平稳。
2适当安装模具。
3、开车前要检查电机的运行情况,及时发现问题。
四
气孔、气泡
1局部超高温
2塑料防潮或防潮
1温度控制应适用于每个部分。
2进料时,检查塑料的质量,发现即使水分变化或干燥。
五
古怪的
1模芯过大
2模芯不对中
挤压后3压扁
1变模芯
2偏芯
3加强冷却
有效服务热线
18611555631
扫一扫关注微信