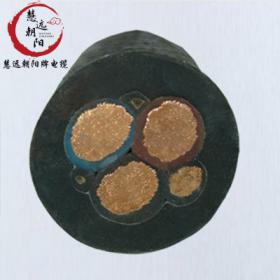
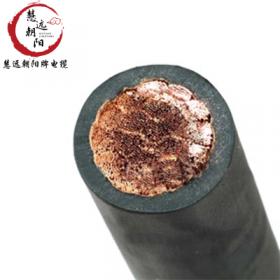
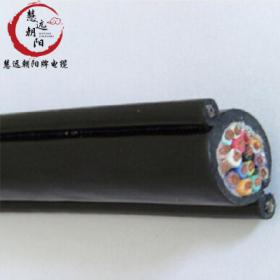
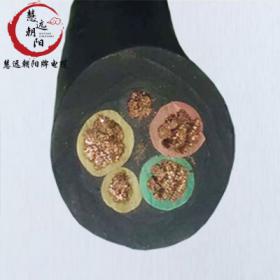
朝阳电缆对于钢丝绳和绞线产品质量缺陷及预防
朝阳电缆有关束线、绞合物、废品捻制、内外层单线断裂、漏股、单线或绞合面、单线背、单线、疤痕、脆、拱、夹杂物、线径超差或错位等主要问题克形、绞节距、不合格长度、双绞线散料、乱接线、压扁、刮伤、碰伤、导线和朝阳电缆芯芯直流电阻不合格。
1。过捻
过度扭转是扭曲过程中过度扭曲的现象。
其原因是:**,牵引轮周围缠绕的数量不够,朝阳电缆一般小于4圈,且摩擦力太小而不能滑动,导致过度扭转。二是收线张力或收卷盘不转动,而转动仍在转动,造成过度扭转。
消除方法:如果外部单线严重变形,损坏严重,不可能修复,只有剪切。如果单线没有严重损坏,则可以将装置与牵引部和牵引部分开,将其转向相反的方向,使扭绞部件的部分回缩,然后用手修复钢丝芯,然后将冗余的单线缠绕到接收DI上。SK。朝阳电缆手动修复用模具,使其能够重启。
2。当单线被扭曲时,断线的原因是:
L)因为导线张力太大而不能断开芯部。
2)牵引时单线松动无序,线路不好,线路交叉,导致铁芯断裂。
3)单丝本身有裂纹,其力学性能不好。
4)盘的安装位置不正确,轴向晃动会造成损坏。
5)单线跳出滑轮槽,机械卡断裂。
**步是调整螺纹的张力并使其合适。2。朝阳电缆应重视进线的选择。发现拉丝时存在松脱现象。(3)注意操作方法,仔细检查盘片的位置,以使线不会跳动,检查单线通过的位置,是否有从导向轮槽跳出的现象。第四、检查芯材的表面质量,观察是否存在裂纹、夹杂物和斑点痕等缺陷。如果内层发生断线,断头过长,则无法修复,只切断缺线芯的这一部分,如果外层发生断线,则应修复线路,然后重新打开。
三。绞线表面刮痕,刮线芯
原因:通常一个是线和口磨损在磁盘上,两个是单线跳动滑轮,三是磨损线管或塑料管磨削,四是在定位板上损坏定位销,五是异物在模具中。
消除这种方法的方法是将盘上的线嘴和木管和塑料管替换为螺纹,检查线芯的方向是否正常,保护线不直接与设备磨损,并随时检查模具,并注意操作S。IDE和方法。
4。束线或股中的单股股和松散股线
其原因有:一是张力不匀、松动、紧绷,张力松动的螺纹芯多,坯料的后部,二是模具太大,不能适当调整张力,三是模具位置不当,朝阳电缆挂角不合理角度,a。第四个是较大的节距。
19线及以上的单线芯采用束线机制造。由于光束线没有方向差,所以只能用同一方向光束来制作。所以铁芯是不规则的。目前,大多数厂家采用双节距梁系统。因此,束线束超过19股,背股和松股比股线更严重。
消除方法:光束线(L束以上的光束)之一是改进光束线装置,采用更先进的单线张力放电器,使各单线的张力可以调节和控制。二是导向模,导向模直径为梁线,外径为97%。这种导向方式可以适当地调节张力。三是采用单节距光束线机,这种束线机捆扎产品,朝阳电缆可达到绞合线的水平。四是后备股和松散股股,可通过过卷和缠绕来修复。五是螺距比的适当调整。
对于滞销产品退货,散料清除方法:首先,调整钢丝张力使其均匀。二是改变压力机模具,然后不应在模具孔中松开钢丝芯,注意模具的喇叭口,如果喇叭口损坏,则无法制造。三是调整模座的位置,使绞合线的扭角合理。四,如果节距较大,应适当减小。
5、股线的单线槽或表面缺陷
其原因是:单线面上的麻坑、疤痕、三角剖分、渣夹等缺陷主要是由材料引起的,当然,铁芯表面存在断裂现象,不排除图D的不合理结构。对此,应进行具体分析。另一方面,线芯的槽是连续的,这通常是由拉线引起的。拉线的润滑条件恶化,表面粘铝。
消除方法:铝线拉线时应先检查拉线润滑效果是否能满足拉丝线的要求,及时更换润滑油,更换拉丝模,或排除在线模具上的杂物,检查总成。注意,朝阳电缆及时排除不合格的进料线,同时检查线材是否有损坏,检查压模是否有损坏,是否有损坏。杂物应及时修理和更换。
6。单线径大、小或错线芯
究其原因,主要是由于技术法规没有严格执行,二是管理中存在一些问题。
消除方法:如果错误的芯长不长,则可拆卸和更换,并根据螺纹修复方法进行修复。如果长度太长,则无法修复。因此,操作人员应在登机前认真检查和测量。当然,管理者还应该提供一个保证,如线规是否过大,公差是否合理,调度是否合理安排,以及根据PDCA原理仔细考虑管理中存在的问题,以避免P。人造坏产品和废品的。
7、绞合线
原因:(l)节距太长导致绞合线芯不牢固。(2)模具孔型过大,无法实现压实和调整。超大或磨损或损坏线模式贝尔口器。(3)线张力不均匀、松散、松散。(4)各层的螺距比不好。(5)钢丝芯的状态不满足工艺要求,特别是铝芯。(6)分压器和模座的位置不合适。
消除方法:一是严格工艺纪律,实施工艺操作规程,适当减少过节距,调整张力和模具。根据不同的结构,分配器对模架的位置一般调整为200~250mm。朝阳电缆使用组合模具的方法对于制造具有很强抗拉强度的股线是非常重要的。
8.绞线方向错误,绞线间距大(主要是太大)。
其原因是错误的判断,扭曲的方向如图7-1所示。操作人员在操作过程中应加强责任心,严格按照工艺卡执行,加强流动检查,防止人工缺陷产品和废品的产生。
9。混乱与直线
朝阳电缆其原因是滞留产品一般由盘片提供。大断面,要排根,特别是底线要特别注意布置,在线路调整时,因为有一个停留,要特别注意,上下两层之间不能留太大的间隙,距离应该适当,太大了。易产生压力线。
排除方法:先调整线张力,当手动线,一个可以适当,**个根据线芯的直径来代替线间距,**层是关键,**整洁;排**层,在层上,进行手动线,以保证线路质量。三是要加强责任感,随时观察线的质量,发现问题时要及时调整,注意固定两线和边距。